
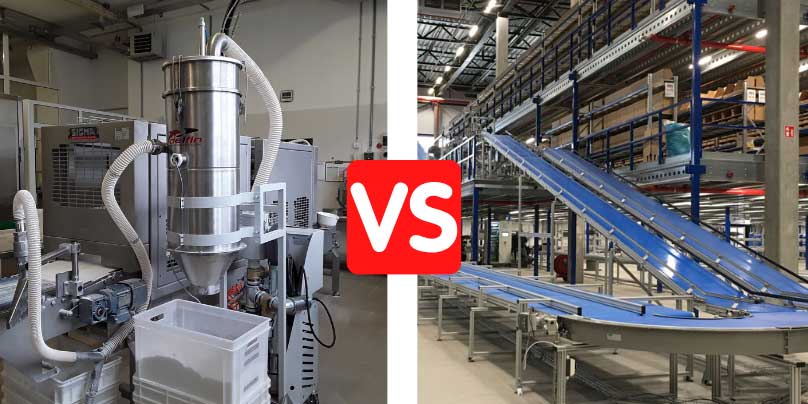
Selecting conveyor systems that are flexible, minimize waste, and ensure the integrity of transported products is vital for optimizing production efficiency. The market offers a diverse array of conveyor systems for integration into your production line, each with its unique features. Choosing the right solution is critical to prevent contamination of products and streamline the production process. While traditional conveyor belts efficiently move large quantities of powders, granules, and solids, they have drawbacks such as requiring significant installation space, exposing products to external contaminants, and being challenging and expensive to sanitize. Pneumatic conveyors provide an alternative solution, utilizing a closed airtight system to prevent product dispersion and contamination risks. This article delves into the working mechanisms of pneumatic conveyors, offering insights into their advantages, such as low maintenance costs, reduced contamination risks, prevention of product de-mixing, and enhanced flexibility compared to traditional conveyor belts.
Conveyor belts are devices used to transport powders, granules, and solids that can move large quantities of product, keeping it intact. However, they require a great deal of installation space in the production department,
expose the product to external contamination during transport, and are costly and complicated to sanitize and service.
Pneumatic conveyors allow you to transfer powdery, granular, or solid material from one place to another via vacuum. The completely closed airtight system prevents the product from being dispersed into the air and eliminates the risk of contamination. They can carry out various functions that go beyond simply transferring material between two places.
There is the option of having several product pick-up or destination points, even if they are far from each other, for a single conveyor. The product can be sifted before or after being conveyed and the conveyed material can be dosed both by difference (from the pick-up point) and by accumulation (at the discharge point).
To find the best solution for your material conveying needs, you must consider the transport features you require, as well as evaluate the important features in both systems, including:


July 17, 2026
This article was originally published by QualiTru Sampling Systems. Read the original article here.

July 16, 2026
Maintaining sanitary conditions and process integrity is critical in food manufacturing and dairy proces...

July 16, 2026
Maintaining sanitary conditions and exact temperatures is critical in dairy processing and laboratory an...